





























































































































































































































































电光Q开关.jpg)


































相关内容
| 什么是高能激光 | ||||||||||||||||||
|
自1960年梅曼(Maiman)发明世界第一台红宝石激光器以来,激光技术获得了突飞猛进的发展,在工业、科学研究、国防等方面获得了广泛应用。随着激光功率的提高,其工业应用范围也随之增大。 我们常说的高能激光要满足“三高”——高能、高光束质量、高效率,而且高能激光不仅仅是激光器的输出能量高,还要有相当高的功率。能量是可以用时间来积累的,而激光要能完成零件加工,在需要足够的能量密度的同时还要一定的功率密度。通常认为高能激光器输出的激光平均功率应大于10kW,持续时间达数秒,激光能量在数万焦以上。 网站“联合光科→技术中心→激光”目录下可以查阅关于激光的理论知识,包括激光产生的原理、各类激光器结构、激光锁模技术、激光放大技术等多种激光技术,欢迎访问交流:激光、光谐振腔、光放大、光脉冲。 这里我们不再赘述,重点来聊一聊高能激光的种类和特点,已发展和正在发展的高能激光器包括但不限于表1: |
||||||||||||||||||
| 表1 高能激光种类和特点 | ||||||||||||||||||
|
||||||||||||||||||
| 高能激光在焊接领域的应用 | ||||||||||||||||||
|
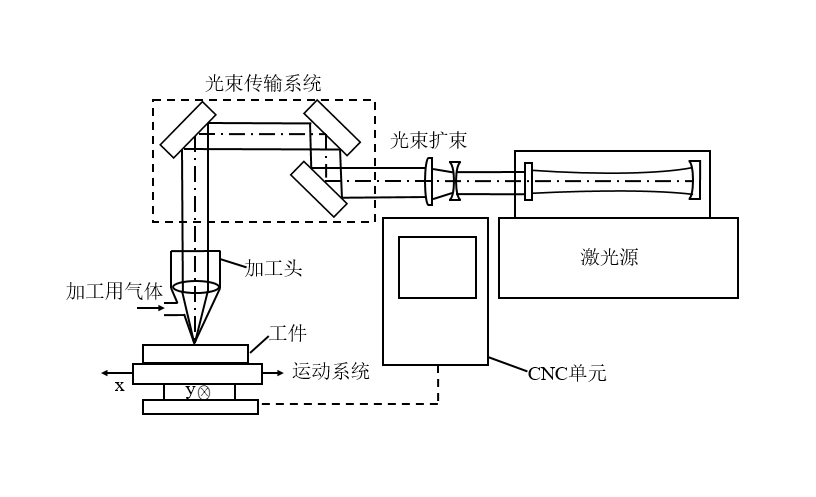
激光焊接是把激光作为加热源,利用激光的高能量密度这个特点,通过光学系统将激光束聚焦在很小的区域内,在极短的时间内使被焊接处形成一个能量高度集中的热源区,从而使被焊物熔化并形成牢固的焊点和焊缝。
激光焊接系统一般由激光器、光学系统、激光加工机床、保护气输送系统、控制与检测系统组成。激光器和光学系统是激光焊接系统的核心。 |
||||||||||||||||||
 |
||||||||||||||||||
| 图1 激光焊接组成结构示意图 | ||||||||||||||||||
|
激光焊接要求激光器应具有较高的额定输出功率,较宽的功率调节范围,功率缓升缓降能力,工作稳定、可靠以保证焊接质量,可用于焊接的激光器有CO2激光器、YAG激光器、LD泵浦固体激光器和半导体激光器。 光学系统主要用于控制光束质量,包括扩束系统、光束传输系统、聚焦系统。光学系统包含了多种高损伤阈值、高精度的球面镜、非球面镜、平面镜等多种透镜和反射镜。 激光焊接设备中的扩束系统采用的是多倍激光扩束镜,如2.5倍扩束镜,扩束镜通过将主光路输出的激光束进行准直、扩束后,可将原有的输出激光光斑扩大至原来的2.5倍,使光束模式更好; 经过扩束准直后的激光光束先经过导光反射镜,被反射到加工平台,再由聚焦镜片将激光束聚焦到能量最为集中的精细光束,从而瞬间达到理想的能量密度,进行焊接加工。 |
||||||||||||||||||
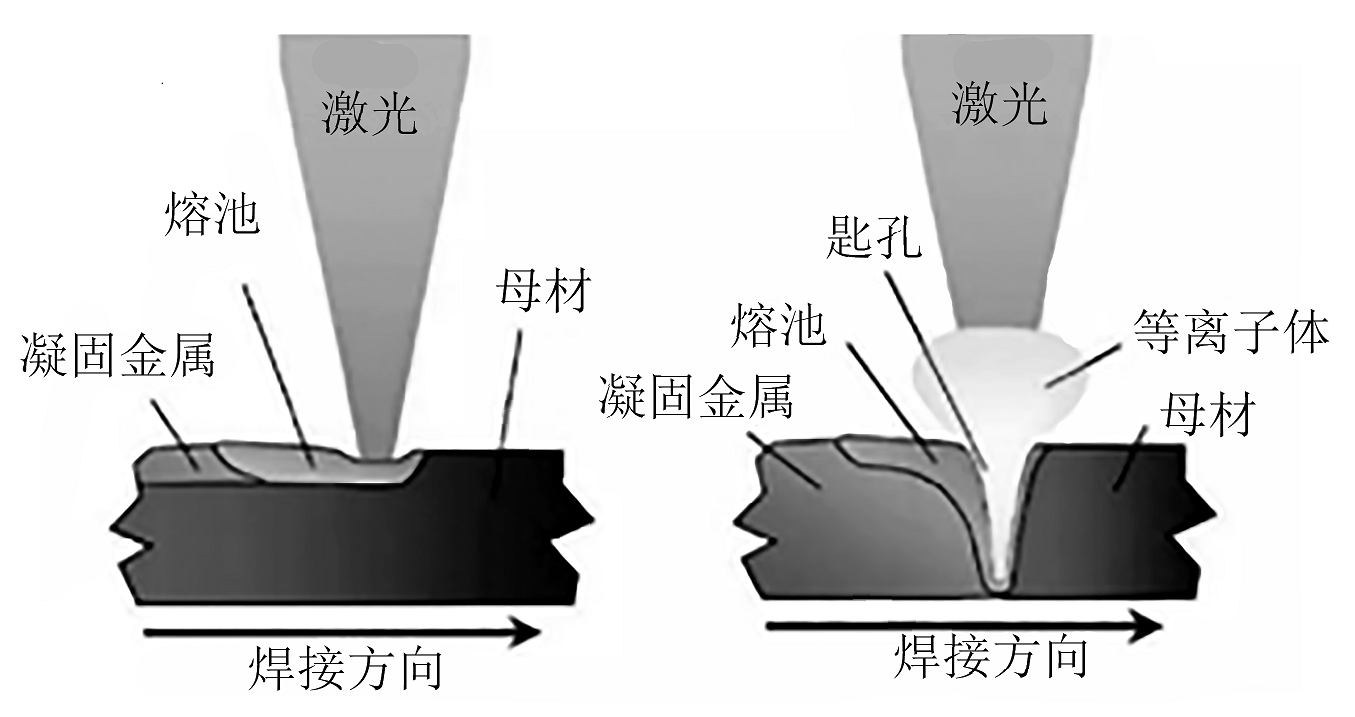
激光焊接实质上是非透明材料与激光束相互作用的过程。从宏观的角度上看,整个过程表现为融化、吸收、气化和反射;而微观上看则是一个量子过程。将焊接根据机理进行分类可以分为热传导焊接和激光深熔焊。 |
||||||||||||||||||
 |
||||||||||||||||||
| 图2 a.激光热传导焊接 b.激光深熔焊 | ||||||||||||||||||
|
当聚焦后的激光密度小于104~105 W/cm2时为激光热传导焊。当激光辐射到焊接材料上时,一部分激光被焊接材料所吸收并将其转化为热能量,以热传递的形式通过材料,融化焊缝并最终将焊件焊接在一起。热传导焊接的特点在于它的熔深浅和焊接速度慢,只熔化工件表面。 当聚焦后的功率密度大于106~107 W/cm2时称为激光深烙焊。大功率激光会使金属表面受到高热,瞬间产生的高温使材料表面金属发生气化而形成小孔,使得金属表面下形成孔洞,称之为匙孔,由于匙孔的形状呈细长,所以激光会在匙孔内壁发生多次反射,并被吸收,因为使得熔深增加,激光停止后,匙孔周围的溶液回流、冷却后工件便连接在一起。其特点是焊接速度快、深宽比大。
|
||||||||||||||||||
|
|
||||||||||||||||||
|
激光打标是激光在不同物体表面进行高精度标刻的技术,主要是利用高能量密度的激光照射到物体表面,通过光能导致表层物质发生化学物理变化,或灼烧掉部分物质,使物体表面形成凹槽。
激光打标系统主要有激光器、光束控制系统。 |
||||||||||||||||||
 |
||||||||||||||||||
| 图3 激光打标机实物图 | ||||||||||||||||||
|
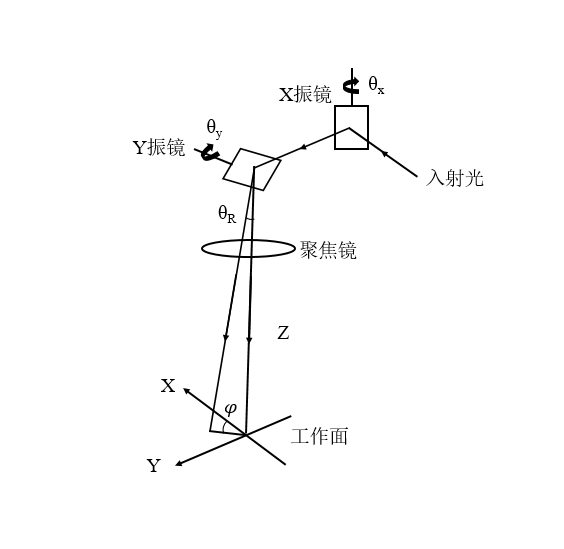
常见的激光打标机主要分为四种,分别是:紫外打标机、光纤激光打标机、二氧化碳激光打标机和半导体激光打标机。 光束控制系统主要包括激光振镜扫描系统和聚焦系统。激光振镜扫描系统分为X方向扫描系统和Y方向扫描系统,由伺服电机带动固定其上的激光反射镜片运动,每个伺服电机分别由计算机发出数字信号控制,从而控制激光的扫描路径,便能够在物体表面刻画出不同的图案。聚焦系统的作用是将激光束聚焦于一点,主要采用场镜即f-θ镜头,不同的f-θ镜头的焦距不同,打标效果和范围也不一样。 |
||||||||||||||||||
 |
||||||||||||||||||
| 图4 激光打标机系统工作原理示意图 | ||||||||||||||||||
激光打标实质也是材料与激光相互作用的过程。这种相互作用的原理主要有“热加工”和“冷加工”两种。 “热加工”的作用效果和激光焊接过程相似,高功率激光束照射在被加工材料表面,材料表面吸收激光能量,在照射区域内产生热激发过程,从而使材料表面温度上升,产生熔融、烧灼、蒸发等现象。 “冷加工”是具有高负荷能量的紫外光子,能够打断材料(特别是有机材料)或周围介质内的化学键,致使材料发生非热过程破坏,打标过程不会产生热损伤副作用,因此,对被加工表面的里层和附近区域不产生加热或热变形等作用。 |
||||||||||||||||||
| 激光光学元件 | ||||||||||||||||||
| 联合光科为广大用户提供了激光光学元件包含激光透镜、激光反射镜、激光窗口片、激光棱镜、激光偏振元件等,因其具有高激光损伤阈值、高透过率/反射率、大入射角度、良好的相位延迟精度等特点可在激光焊接、激光切割、激光打标、激光微加工、教育科研等相关行业、领域有广泛应用,产品详情可访问:激光光学元件。 | ||||||||||||||||||
 |
||||||||||||||||||
| 图5 联合光科激光光学元件产品 | ||||||||||||||||||





