


















































































































































































































































电光Q开关.jpg)
































技术文章
技术文章内容包括产品参数说明、原理说明,以及产品的应用等
文章(46)
筛选
-
 原理及产品介绍
原理及产品介绍反射镜膜层体系:物理机制与性能局限分析
-
 原理及产品介绍
原理及产品介绍衍射光学元件:重构光场分布的微纳魔法师
-
 原理及产品介绍
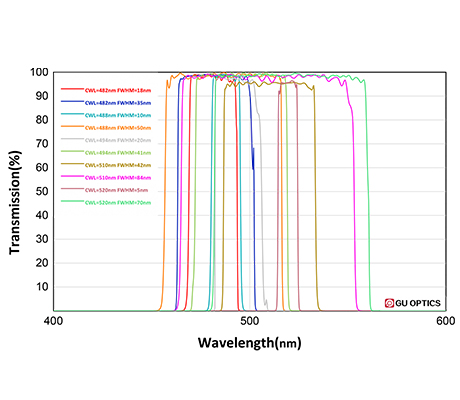
原理及产品介绍光学滤光片核心指南:原理、参数与分类详解
-
 原理及产品介绍
原理及产品介绍光栅尺闭环控制:核心原理与关键特性解析
-
 原理及产品介绍
原理及产品介绍从开环到闭环:压电位移控制精度的跃迁之路
-
 原理及产品介绍
原理及产品介绍压电平移台的主要参数介绍
-
 原理及产品介绍
原理及产品介绍有关你想知道的光隔离器
-
 原理及产品介绍
原理及产品介绍电子时代的隐形空调—温差制冷器件技术解读
-
 原理及产品介绍
原理及产品介绍解密高斯光束:激光技术背后的物理奥秘
-
 原理及产品介绍
原理及产品介绍温差发电器件技术革新—探索未来高效能源转换新路径
-
 应用说明
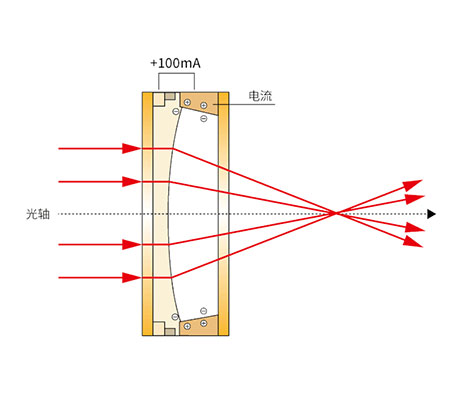
应用说明液态透镜技术在工业镜头中的应用
-
 原理及产品介绍
原理及产品介绍压电纳米位移台是如何工作的
-
 原理及产品介绍
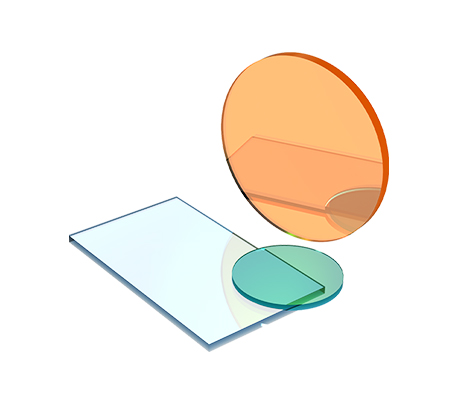
原理及产品介绍常见光学材料介绍
-
 应用说明
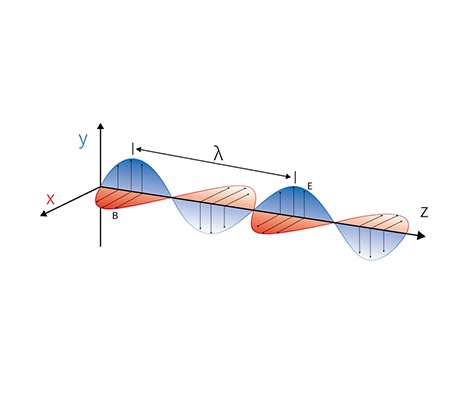
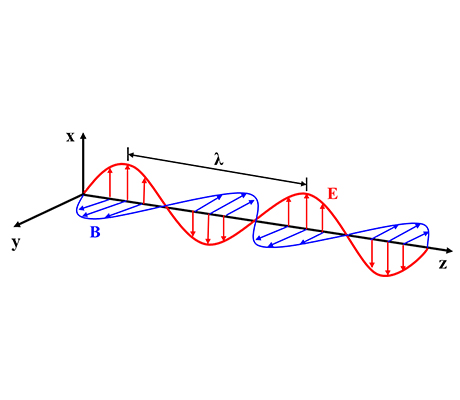
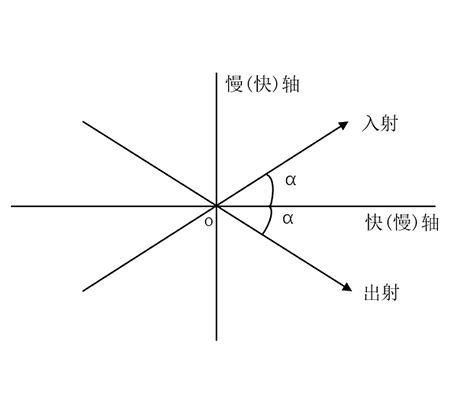
应用说明偏振的原理及偏振元件的应用
-
 应用说明
应用说明一文读懂光学元件面型检测报告
-
 参数说明
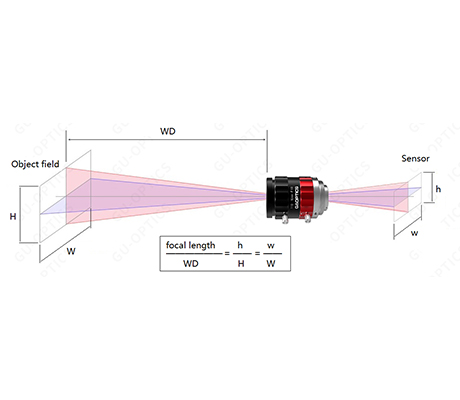
参数说明不可不读的光学镜头基本参数和术语解释
-
 参数说明
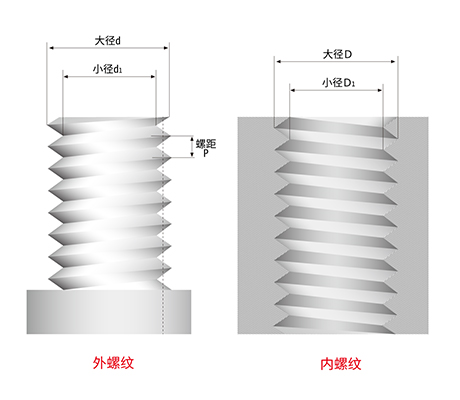
参数说明一文读懂光机系统中的螺纹参数
-
 参数说明
参数说明光学分辨率有极限吗?
-
 应用说明
应用说明非球面透镜在激光准直方向的应用
-
 应用说明
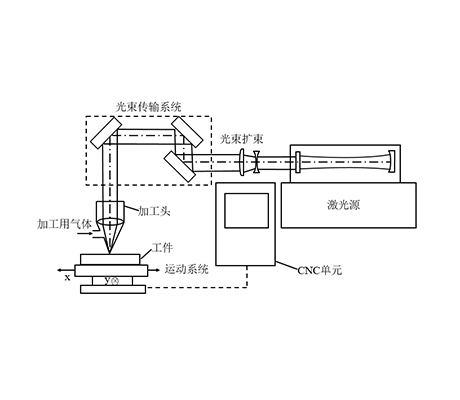
应用说明高能激光技术在打标、焊接领域的应用
-
 原理及产品介绍
原理及产品介绍太赫兹技术与太赫兹产品介绍
-
 原理及产品介绍
原理及产品介绍带你了解无限远校正显微物镜
-
 原理及产品介绍
原理及产品介绍只用一个镜头能完成圆柱体外观的快速检测吗?
-
 原理及产品介绍
原理及产品介绍高性能光学成像技术史上的里程碑
-
 原理及产品介绍
原理及产品介绍新冠疫苗背后的玻璃巨头
-
 参数说明
参数说明如何定量分析镜头光学性能?
-
 原理及产品介绍
原理及产品介绍自动表面光学疵病检测基本原理及产品介绍
-
 原理及产品介绍
原理及产品介绍激光功率测量仪器基本原理及产品介绍
-
 原理及产品介绍
原理及产品介绍非接触式测厚仪基本原理及产品介绍
-
 原理及产品介绍
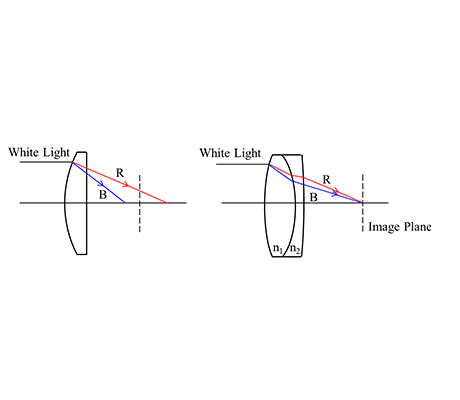
原理及产品介绍消色差波片的基本原理及产品介绍
-
 原理及产品介绍
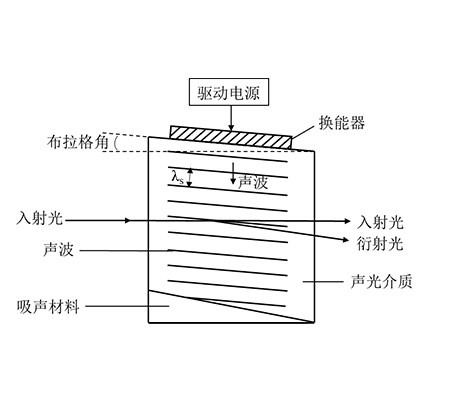
原理及产品介绍声光Q开关的基本原理及产品介绍
-
 原理及产品介绍
原理及产品介绍偏振器件的基本原理及产品介绍
-
 原理及产品介绍
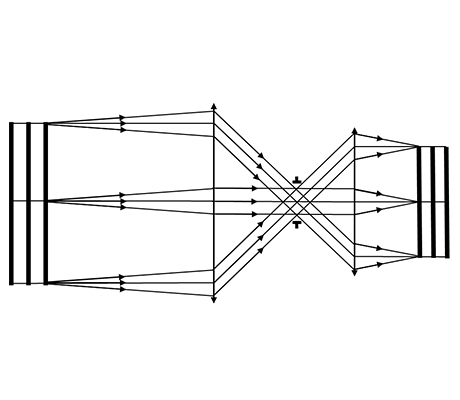
原理及产品介绍线扫系统及线扫镜头介绍
-
 原理及产品介绍
原理及产品介绍激光反射镜的选型和常规指标介绍
-
 原理及产品介绍
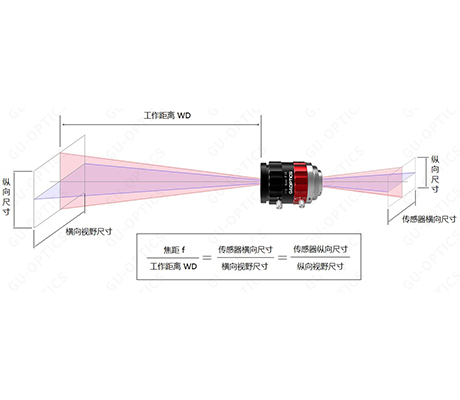
原理及产品介绍远心镜头的选型和常规指标介绍
-
 原理及产品介绍
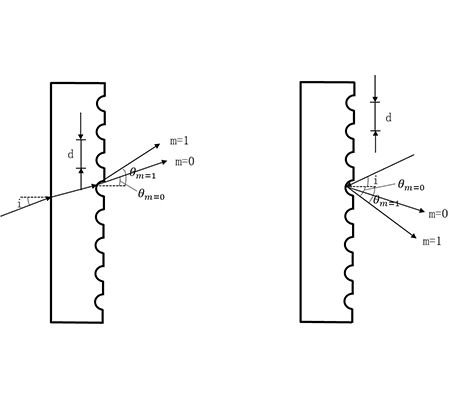
原理及产品介绍光栅的常规指标介绍和选型指南
-
 原理及产品介绍
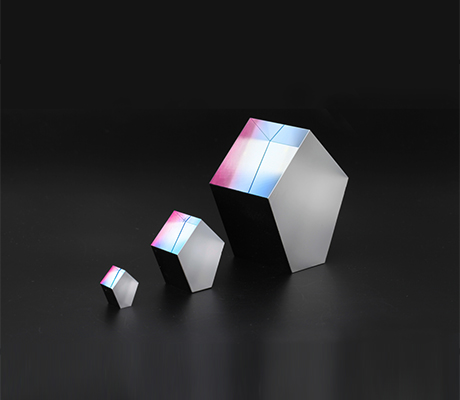
原理及产品介绍棱镜的选型和常规指标介绍
-
 原理及产品介绍
原理及产品介绍工业镜头常规指标介绍和选型指南
-
 原理及产品介绍
原理及产品介绍滤光片的选型和常规指标介绍
-
 原理及产品介绍
原理及产品介绍分光元件的选型和常规指标介绍
-
 原理及产品介绍
原理及产品介绍波片的选型和常规指标介绍
-
 应用说明
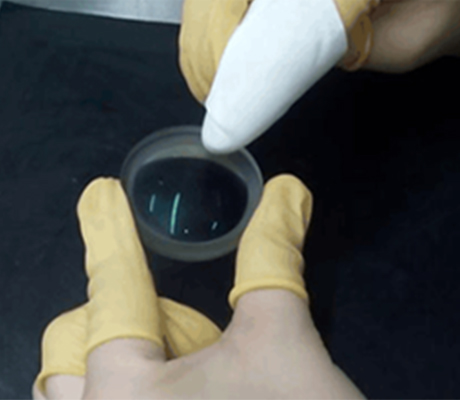
应用说明光学元件的表面清洁方法
-
 原理及产品介绍
原理及产品介绍提升工业镜头产品的软服务--分辨率资料的完善
-
 原理及产品介绍
原理及产品介绍非球面透镜加工
-
 原理及产品介绍
原理及产品介绍复杂光谱分光镜镀膜要点分析
-
 原理及产品介绍
原理及产品介绍产品研发 | 大靶面高分辨率短波红外镜头





